
แผ่นโฟมยางฉนวนกันความร้อน Kingflex
คำอธิบาย
โครงสร้างเซลล์ปิดที่ขยายตัวทำให้เป็นฉนวนที่มีประสิทธิภาพสูง ผลิตโดยไม่ใช้สาร CFC, HFC หรือ HCFC แผ่นโฟมยางฉนวนกันความร้อน Kingflex ยังมีประสิทธิภาพในการลดเสียงรบกวนของระบบปรับอากาศ (HVAC) สำหรับระบบทำความเย็น ความหนาของฉนวนได้รับการคำนวณเพื่อควบคุมการควบแน่นบนพื้นผิวด้านนอกของฉนวน ดังแสดงในตารางแนะนำความหนา
ขนาดมาตรฐาน
| คิงเฟล็กซ์ มิติ | |||||||
| Tความเจ็บป่วย | Width 1m | Wความกว้าง 1.2 เมตร | Wความกว้าง 1.5 เมตร | ||||
| นิ้ว | mm | ขนาด (ยาว*กว้าง) | ㎡/โรล | ขนาด (ยาว*กว้าง) | ㎡/โรล | ขนาด (ยาว*กว้าง) | ㎡/โรล |
| 1/4" | 6 | 30 × 1 | 30 | 30 × 1.2 | 36 | 30 × 1.5 | 45 |
| 3/8" | 10 | 20 × 1 | 20 | 20 × 1.2 | 24 | 20 × 1.5 | 30 |
| 1/2" | 13 | 15 × 1 | 15 | 15 × 1.2 | 18 | 15 × 1.5 | 22.5 |
| 3/4" | 19 | 10 × 1 | 10 | 10 × 1.2 | 12 | 10 × 1.5 | 15 |
| 1" | 25 | 8 × 1 | 8 | 8 × 1.2 | 9.6 | 8 × 1.5 | 12 |
| 1 1/4" | 32 | 6 × 1 | 6 | 6 × 1.2 | 7.2 | 6 × 1.5 | 9 |
| 1 1/2" | 40 | 5 × 1 | 5 | 5 × 1.2 | 6 | 5 × 1.5 | 7.5 |
| 2" | 50 | 4 × 1 | 4 | 4 × 1.2 | 4.8 | 4 × 1.5 | 6 |
เอกสารข้อมูลทางเทคนิค
| ข้อมูลทางเทคนิคของ Kingflex | |||
| คุณสมบัติ | หน่วย | ค่า | วิธีการทดสอบ |
| ช่วงอุณหภูมิ | °C | (-50 - 110) | GB/T 17794-1999 |
| ช่วงความหนาแน่น | กก./ลบ.ม. | 45-65 กก./ลบ.ม. | ASTM D1667 |
| การซึมผ่านของไอน้ำ | กก./(มสปา) | ≤0.91×10 ﹣¹³ | ดิน 52 615 บี 4370 ส่วนที่ 2 1973 |
| μ | - | ≥10000 | |
| การนำความร้อน | W/(mk) | ≤0.030 (-20°C) | ASTM C 518 |
| ≤0.032 (0°C) | |||
| ≤0.036 (40°C) | |||
| ระดับความทนไฟ | - | ชั้นเรียนที่ 0 และชั้นเรียนที่ 1 | BS 476 ส่วนที่ 6 ส่วนที่ 7 |
| ดัชนีการลุกลามของเปลวไฟและการเกิดควัน |
| 25/50 | ASTM E 84 |
| ดัชนีออกซิเจน |
| ≥36 | GB/T 2406, ISO 4589 |
| การดูดซึมน้ำ (ร้อยละโดยปริมาตร) | % | 20% | ASTM C 209 |
| ความเสถียรของมิติ |
| ≤5 | เอสเอเอสทีซี ซี534 |
| ความต้านทานต่อเชื้อรา | - | ดี | เอสทีเอ 21 |
| ความต้านทานต่อโอโซน | ดี | GB/T 7762-1987 | |
| ทนทานต่อรังสียูวีและสภาพอากาศ | ดี | แอสทรอส G23 | |
ข้อดีของผลิตภัณฑ์
เป็นมิตรต่อคุณภาพอากาศภายในอาคาร: ปราศจากเส้นใย ปราศจากฟอร์มาลดีไฮด์ มีสารประกอบอินทรีย์ระเหยง่าย (VOC) ต่ำ และไม่มีอนุภาคขนาดเล็ก
เงียบ: ลดความเสียหายจากการสั่นสะเทือนและลดเสียงรบกวน
ทนทาน: ไม่มีสารหน่วงไอระเหยที่เปราะบาง
กระบวนการผลิตแผ่นโฟมยางฉนวนกันความร้อน Kingflex
ส่วนประกอบหลักสามอย่างที่ใช้ในการผลิตฉนวนโฟมเซลล์ปิดแบบยืดหยุ่น ได้แก่:
ส่วนผสมของยางสังเคราะห์ โดยทั่วไปคือยางไนไตรล์บิวทาไดอีน (NBR) และ/หรือเอทิลีนโพรพิลีนไดอีนโมโนเมอร์ (EPDM) โพลีไวนิลคลอไรด์ (PVC) สารทำให้เกิดฟองทางเคมี
ส่วนประกอบเหล่านี้จะถูกผสมรวมกันในเครื่องผสมขนาดใหญ่ โดยทั่วไปจะผสมครั้งละ 500 ปอนด์ขึ้นไป จากนั้นส่วนผสมจะถูกส่งผ่านเครื่องอัดรีดเพื่อขึ้นรูปเป็นรูปทรงหรือโปรไฟล์เฉพาะ โดยทั่วไปจะเป็นท่อกลมหรือแผ่นเรียบ โปรไฟล์จะถูกให้ความร้อนในเตาอบที่อุณหภูมิที่กำหนด ซึ่งกระบวนการนี้ทำให้สารเคมีที่ทำให้เกิดฟองเปลี่ยนจากของแข็งเป็นก๊าซ เมื่อเกิดกระบวนการนี้ ฟองอากาศขนาดเล็กนับพัน (เซลล์) ซึ่งเชื่อมต่อกันทั้งหมดจะก่อตัวขึ้น โปรไฟล์จะถูกทำให้เย็นลงอย่างระมัดระวังเพื่อให้แน่ใจว่าเซลล์เหล่านี้ยังคงไม่แตกหักและสมบูรณ์ รักษาโครงสร้างเซลล์ปิดของวัสดุไว้ จากนั้นจะถูกตัดให้ได้ขนาดและบรรจุเพื่อจัดส่ง โฟมอีลาสโตเมอร์ผลิตโดยไม่ใช้คลอโรฟลูออโรคาร์บอน (CFCs) ไฮโดรคลอโรฟลูออโรคาร์บอน (HCFCs) หรือไฮโดรฟลูออโรคาร์บอน (HFCs) ทำให้เหมาะสำหรับข้อกำหนดด้านสิ่งแวดล้อมที่เข้มงวดที่สุด
บริษัทของเรา




นิทรรศการของบริษัท



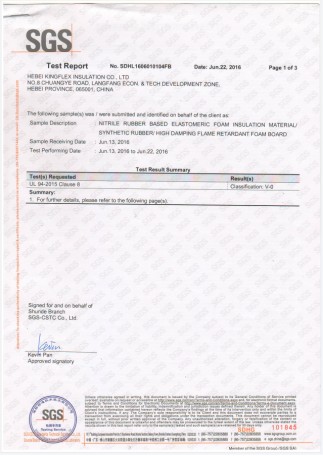
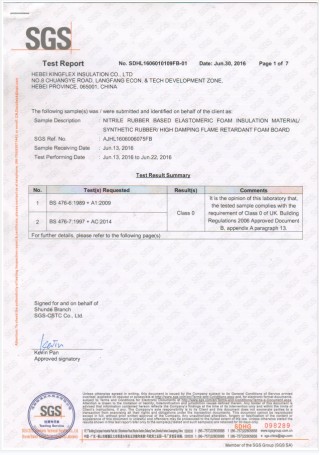
ใบรับรอง





-

โทรศัพท์
-

อีเมล
-

วอทส์